Inner rings of bearings on adapter sleeves and extraction sleeves are always mounted with an interference fit The degree of interferences depends on how far the bearing is driven on the sleeve. During the drive-up, the radial internal clearance of the bearing will be reduced gradually as the bearing expands, so that the reduction of internal clearance is a measure of the degree of interference. It is common practice to mount spherical roller bearings, self-align ball bearings and insert bearings on sleeves.
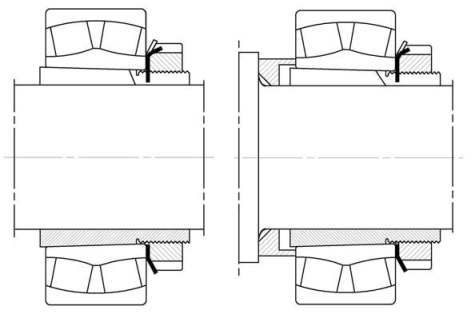
Mounting of spherical roller bearings with taper bore on adapter sleeve
A: Mechanical mounting onto an adapter sleeve, with a lock nut, with a feeler gauge Recommend for bearing bore diameter ≤ 120 mm
1 Measure the initial clearance of the bearing with the feeler gauge.
2 Oil the contact areas on shaft, adapter sleeve and bearing thinly prior to mounting.
3 Place the bearing onto the tapered surface.
4 Screw the nut onto the adapter sleeve.
5 Drive the bearing further up the tapered surface by tightening the nut with a hook wrench.
6 Check the radial clearance repeatedly with the feeler gauge until the specifie radial clearance reduction has been achieved.
7 Alternatively, the displacement specifie in the table (page 10) may be measured using a depth micrometer,slide caliper or dial gauge.
8. Secure the adapter sleeve nut.
B: Mechanical mounting onto an adapter sleeve, with thrust bolts, with a feeler gauge
1 Measure the initial clearance of the bearing with the feeler gauge.
2 Oil the contact areas on the shaft, adapter sleeve and bearing thinly prior to mounting.
3 Place the bearing onto the tapered surface.
4 Screw the sleeve nutonto the adapter sleeve thread and screw the thrust bolts into the holes provided for this purpose. Insert a metal plate or ring between thrust bolts and bearing to protect the bearing from damage.
5 Drive the bearing further up the tapered surface by tightening the thrust bolts crosswise. Check the radial clearance repeatedly with the feeler gauge until the specifed radial clearance reduction has been achieved. Alternatively, the displacement specifie in the table (page 10) may be measured using a depth micrometer, slide caliper or dial gauge.
6 Remove the thrust bolts. Screw sleeve nut further onto the adapter sleeve thread until it abuts the bearing and secure it.
C: Mechanical mounting onto an adapter sleeve, with a hydraulic nut, with a feeler gauge
1 Measure the initial clearance of the bearing with the feeler gauge.
2 Oil the contact areas on the shaft, adapter sleeve and bearing thinly prior to mounting.
3 Place the bearing onto the tapered surface.
4 Screw the hydraulic nut onto the adapter sleeve and connect it to the pump.
5 Drive the bearing onto its tapered seat by pumping oil into the hydraulic nut.
6 Check the radial clearance repeatedly with the feeler gauge until the specifie radial clearance reduction has been achieved.Alternatively, the displacement specifie in the table (page 10) may be measured using a depth micrometer, slide caliper or dial gauge.
7 Open the return valve at the pump and screw the hydraulic nut further so that the piston is pushed back completely into the nut body. Unscrew the hydraulic nut.
8 Screw sleeve nut further onto the adapter sleeve thread until it abuts the bearing and secure it.
D: Hydraulic mounting onto an adapter sleeve, with thrust bolts, with a feeler gauge
1 Measure the initial clearance of the bearing with the feeler gauge.
2 Oil the contact areas on the shaft, adapter sleeve and bearing thinly prior to mounting.
3 Place the bearing onto the tapered sleeve surface.
4 Screw the sleeve nut onto the adapter sleeve thread and screw the thrust bolts into the holes provided for this purpose. Insert a metal plate or ring between thrust bolts and bearing to protect the bearing from damage.
5 Press oil between the bearing and the tapered seat using a hand pump until some oil escapes at the fitting joint
6 Drive the bearing further up the tapered surface by tightening the thrust bolts crosswise. As you drive the bearing up the shaft, keep pumping to ensure there is a separating oil fil in the fitting jointCheck the radial clearance repeatedly with the feeler gauge until the specifie radial clearance reduction has been achieved. Alternatively, the displacement specifie in the table (page 10) may be measured using a depth micrometer, slide caliper or dial gauge.
7 It takes ca. 10 - 30 minutes until the high pressure oil has drained from the fittin joint.During this period the thrust bolts must not be loosened.
8 Remove the thrust bolts from the nut.
9 Screw the sleeve nut further onto the adapter sleeve thread until it abuts the bearing and secure it.
E: Hydraulic mounting onto an adapter sleeve, with a hydraulic nut, with a feeler gauge
1 Measure the initial clearance of the bearing with the feeler gauge.
2 Oil the contact areas on the shaft, sleeve and bearing thinly prior to mounting.
3 Place the bearing onto the tapered sleeve.
4 Screw the hydraulic nut onto the sleeve thread and connect it to pump.
5 Pump oil into the hydraulic nut by means of pumpuntil all form inaccuracies have been eliminated and bearing, sleeve and shaft fittogether snugly over their entire circumference.
6 Press oil into the fittin joint by means of hand pump until some oil escapes at the gaps between the sliding surfaces. As you drive the bearing up the sleeve, keep pumping to ensure there is a separating oil film in the fitting join
7 Drive the bearing onto the tapered seat by pumping more oil into the hydraulic nut. As you drive the bearing up the sleeve taper, keep pumping to ensure there is a separating oil fil in the fitting joint
8 Check the radial clearance repeatedly with the feeler gauge until the specifie radial clearance reduction has been achieved. Alternatively, the displacement specifie in the table may be measured using a depth micrometer, slide caliper or dial gauge.
9 Maintain the pressure inside the hydraulic nut but open the return valve of pump to let the oil drain from the fittin joint. It takes ca. 10 - 30 minutes until the high pressure oil has drained from the fittin joint. During this period the pressure inside the hydraulic nut must be maintained.
10 Open the return valve at pumpand screw hydraulic nut further onto the thread of the sleeve so that the piston is pushed back completely into the nut body. Unscrew the hydraulic nut.
11 Screw sleeve nut further onto the shaft and secure it.
.jpg)